Hace una decada, imprimir una pieza de acero sonaba a titular de feria tecnologica. Hoy es una tecnologia madura, con decenas de proveedores, certificaciones aeroespaciales estables y una cadena industrial que empieza a tener sentido económico para series medianas. La manufactura aditiva metalica (MAM) dejo de ser promesa hace anios, pero el 2025 marca un punto donde la conversación cambia: ya no se discute si funciona, se discute para que piezas compensa frente a mecanizado, fundicion o forja. Este post es un repaso del estado real, sin el optimismo de los catalogos ni el escepticismo perezoso de quien no ha tocado una impresora industrial en cinco anios.
El foco es la vision de ingenieria industrial en España y Europa, donde la adopcion va algo detras de Estados Unidos pero por delante del promedio global.
Tres tecnologias dominantes, cada una con su nicho
En la práctica, hablar de MAM en 2025 es hablar de tres familias tecnologicas asentadas.
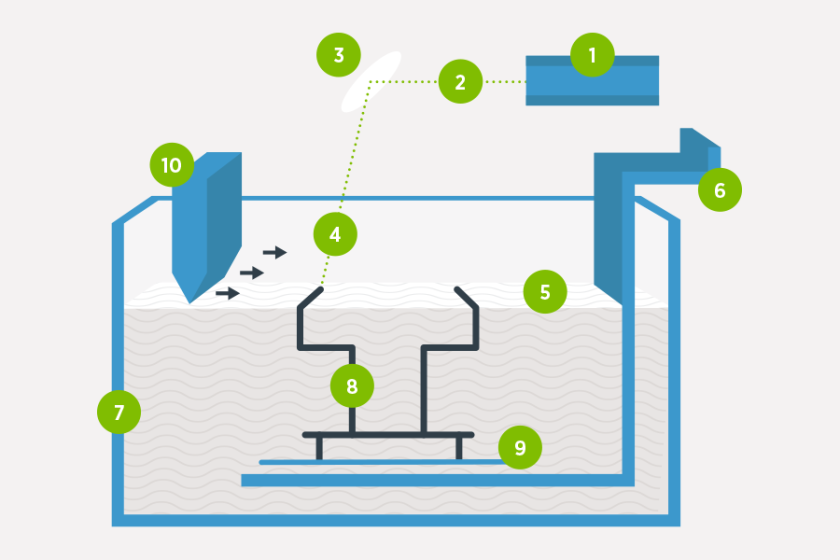
LPBF (laser powder bed fusion) es la mas conocida. Maquinas como las de EOS, SLM Solutions o Trumpf funden polvo metalico capa a capa con laseres. Dan precisión alta (tolerancias de 0.05 mm), acabado superficial decente y trabajan bien con aceros inoxidables, aluminio y titanio. Son la tecnologia de elecion para piezas complejas de tamaño pequeño o mediano (hasta 500 mm por lado en maquinas grandes).
DED (directed energy deposition) funciona diferente: deposita material fundido a través de una tobera mientras un brazo robotico mueve la pieza. Es menos preciso pero mucho mas rapido para volumenes grandes. También es la tecnologia base para piezas muy grandes (varios metros) que LPBF no puede hacer fisicamente.
Binder jetting es la mas reciente en madurar. Deposita un ligante sobre polvo metalico, luego la pieza se sinteriza en horno. No usa laser, lo que reduce coste por pieza significativamente. Empujada por HP y Desktop Metal desde 2018, alcanzo madurez industrial en 2023-2024 y en 2025 es ya competitiva en coste por pieza para series pequeñas. El cuello de botella es el sinterizado, que anade etapa y tiempo de ciclo.
Los materiales: acero inoxidable y aluminio encabezan
Los polvos metalicos son el componente critico del coste y de la calidad final. En 2025 los materiales estabilizados con certificacion industrial completa son un grupo acotado.
El 316L (acero inoxidable austenitico) es el caballo de batalla: precio razonable, excelente soldabilidad, ampliamente caracterizado. El 17-4PH es el acero inoxidable martensitico de alta resistencia, usado en herramental y piezas estructurales, con tratamiento termico obligatorio. El Inconel 718, aleacion base niquel, es el material que hizo rentable MAM para aerospace: costoso, dificil de mecanizar convencionalmente pero manejable en LPBF.
El aluminio AlSi10Mg y el titanio Ti-6Al-4V cierran el grupo con certificacion aerospace o medica que soporta produccion real. Otros (cobre, tungsteno, superaleaciones avanzadas) siguen en desarrollo pero no llegan aun a niveles de produccion industrial.
El caso de negocio: cuando compensa
MAM rara vez es mas barato por pieza que el mecanizado o la fundicion para volumenes altos. Lo que cambia la ecuacion es la combinacion de varios factores.
Complejidad geometrica: si la pieza tiene canales internos, estructuras celulares o formas que el mecanizado no puede producir sin uniones, MAM hace en una sola pieza lo que serian tres o cuatro piezas soldadas. El ahorro en procesos posteriores es lo que compensa.
Volumen: para series de 1 a 500 piezas, MAM compite con mecanizado porque no necesita utillaje. Para series de 10000 o mas, el mecanizado o la fundicion siempre ganan. Entre 500 y 10000, depende de los demas factores.
Plazo: MAM puede entregar una pieza en 48-72 horas desde modelo CAD, sin molde. Para prototipos, piezas de repuesto critico o series urgentes, este plazo compensa un precio mayor. Muchas plantas mantienen ya un contrato con un proveedor de MAM como seguro de disponibilidad para piezas descatalogadas.
Peso: en aeroespacial y motorsport, la optimización topologica habilitada por MAM produce piezas un 30-40% mas ligeras con igual resistencia. El precio por pieza es mayor, pero el beneficio total es claramente positivo.
Lo que todavia no funciona bien
Hay tres limites que en 2025 siguen siendo reales.
Acabado superficial: una pieza salida de LPBF tiene rugosidad alta (Ra de 6-15 micrometros). Para muchas aplicaciones requiere postprocesado: chorreado, mecanizado de superficies funcionales, a veces pulido. Ese postprocesado puede costar tanto como la impresion para piezas con requisitos estrictos.
Propiedades anisotropas: las piezas impresas tienen propiedades mecanicas distintas segun la dirección de construccion. El 316L impreso en dirección Z tiene menos resistencia que el mismo material en XY. Para piezas criticas en fatiga, obliga a orientacion cuidadosa y tratamiento termico posterior.
Control de calidad: detectar defectos internos (porosidad, falta de fusion) requiere inspeccion no destructiva: tomografia industrial, ultrasonidos, a veces metalografia destructiva. Este control representa coste y tiempo que no todas las aplicaciones toleran.
La situacion en España
En España hay ya plantas serias de MAM industrial. Airbus en Sevilla opera maquinas LPBF para componentes de aeronave. Addilan en el Pais Vasco es un centro tecnologico de referencia. Universidades como la Politecnica de Madrid, la de Valencia, Tekniker y CATEC tienen instalaciones industriales. El ecosistema se consolida, con proveedores de servicio tipo bureau razonablemente accesibles en Catalunia, Pais Vasco y Madrid.
Donde todavia hay trabajo por hacer es en la certificacion de personal y en la integración con las normativas ISO específicas (la familia ISO/ASTM 52900). Muchas PYMES todavia ven MAM como algo experimental, cuando en realidad es una opcion estandar en la oferta de talleres de mecanizado avanzado.
Cuando compensa
MAM merece entrar en la mesa de disenio cuando se da alguna de estas tres condiciones: la geometria es imposible o muy cara por mecanizado, la serie es pequeña o muy urgente, o el peso y la consolidacion de piezas justifican el sobrecoste unitario.
Para un taller industrial tradicional, MAM no sustituye la fresadora: la complementa. Un centro con dos maquinas LPBF operando junto a las fresadoras CNC y los centros de torneado es ya la configuración mas productiva para talleres que atienden a prototipos, repuestos criticos y series medianas de piezas complejas.
Para un ingeniero de producto, la regla es conocer MAM como una opcion mas del abanico, no como solución universal. La diferencia entre un disenio pensado desde el principio para aditivo (con optimización topologica, canales internos, reducción de ensamblaje) y un disenio convencional que se fabrica en aditivo sin cambios puede ser factor 2 o 3 en ventajas reales.
Después de diez anios de madurez, la manufactura aditiva metalica deja de ser la promesa del futuro y es simplemente una tecnologia mas en la caja de herramientas industriales. No es la revolucion que algunos predijeron en 2015. Es algo mas modesto y mas útil: una opcion que, bien elegida, resuelve problemas que antes no tenian buena respuesta. Para cualquier ingeniero o director de operaciones, conocerla con realismo ya no es opcional.