Manufactura aditiva: estado industrial al inicio de 2026
Actualizado: 2026-06-20
La manufactura aditiva, antes llamada impresión 3D, llegó al discurso público en los últimos años 2010 prometiendo transformar la producción tal como la conocíamos. Cada casa tendría su impresora, cada fábrica imprimiría bajo demanda, los inventarios desaparecerían. Quince años después, la realidad es más matizada y más interesante: no transformó todo, pero sí transformó algunas cosas a fondo, y sigue avanzando donde tiene sentido físico y económico.
Puntos clave
- Aeroespacial, médico y repuestos industriales son los casos donde la manufactura aditiva ha ganado con claridad.
- La producción masiva de bienes de consumo estándar no es candidata para fabricación aditiva y probablemente nunca lo será.
- La velocidad de deposición en metales y el acabado superficial siguen siendo las limitaciones físicas principales.
- Las impresoras de escritorio han mejorado mucho pero fuera del hobby no sustituyen comprar la pieza lista.
- Los próximos avances vendrán por mejoras incrementales en velocidad, acabado y materiales, no por disrupción conceptual.
Los procesos que dominan en 2026
El paisaje técnico se ha consolidado en media docena de familias de procesos, cada una con su nicho claro:
- Extrusión de filamento (FDM): domina prototipos funcionales y piezas de uso interno con requisitos modestos. Máquinas industriales de Stratasys o Markforged han madurado en repetibilidad para polímeros técnicos.
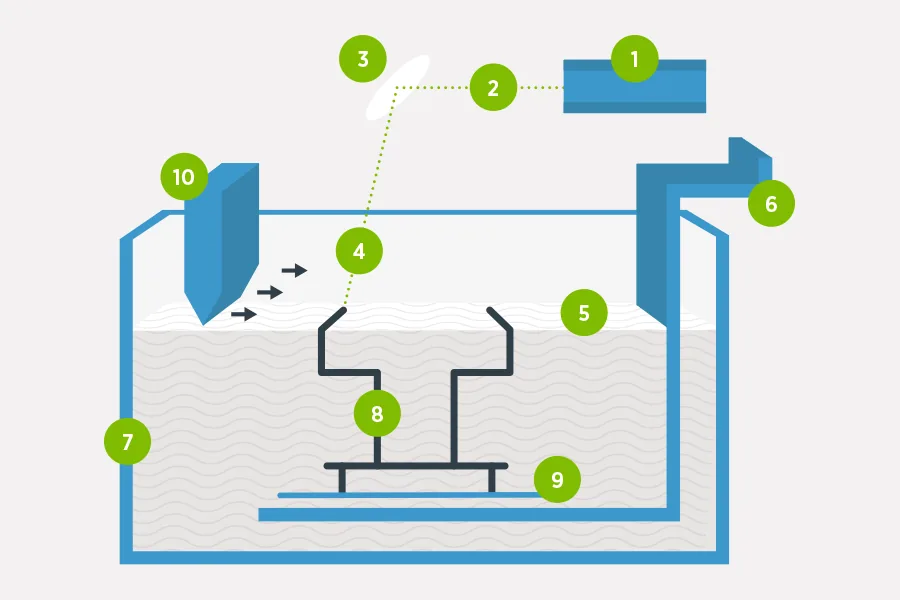
- Estereolitografía (SLA/MSLA): cura resina fotosensible capa a capa y domina donde importa la resolución superficial. El ejemplo mejor consolidado es la ortodoncia invisible: plantas de producción con cientos de máquinas SLA funcionando continuamente.
- Sinterizado selectivo por láser (SLS/MJF): estándar para piezas funcionales complejas en plástico. HP Multi Jet Fusion y los sistemas EOS son los referentes, con aplicaciones consolidadas en automoción y utillaje.
- Fusión por láser sobre cama de polvo (LPBF) y haz de electrones (EBM): producen piezas metálicas en titanio, acero inoxidable, inconel y aluminio con propiedades mecánicas equivalentes o superiores a las forjadas.
Los sectores donde funciona
Aeroespacial es el caso de éxito más claro. GE Aerospace lleva más de una década produciendo boquillas de combustible para motores LEAP mediante fusión por láser, con más de cien mil piezas en servicio. Airbus, Boeing y Safran tienen líneas de producción estables donde la reducción de peso, la integración de piezas o la geometría inaccesible por otros métodos justifica el coste.
El sector médico es el segundo caso maduro. Prótesis de cadera y rodilla personalizadas con superficie porosa para integración ósea, guías quirúrgicas personalizadas, alineadores dentales, implantes craneales: todos son aplicaciones donde la personalización elimina la economía de escala tradicional y donde la manufactura aditiva gana sin competencia.
Piezas de repuesto para equipos industriales —especialmente ferroviario, naval y energético— son el tercer caso consolidado. Deutsche Bahn y SNCF imprimen miles de referencias de repuestos cuyo inventario físico no tendría sentido económico mantener. El caso funciona porque la demanda es intermitente, los lotes son pequeños y el tiempo de espera por reposición tradicional era dolor real.
Utillaje y moldes para inyección de plástico, con canales de refrigeración conformales imposibles de mecanizar, son un caso industrial silencioso pero relevante.
Las limitaciones físicas que no se han superado
A pesar del progreso, varios límites físicos siguen siendo obstáculos reales:
- Velocidad de deposición en metales: una pieza que una fundición produce en minutos tarda horas o días imprimiéndose. La economía solo cierra en geometrías donde los procesos tradicionales fallan.
- Acabado superficial: ninguna familia de procesos produce superficies comparables a las de mecanizado de alta precisión sin postprocesado. El flujo implica imprimir y mecanizar, con costes combinados de ambos pasos.
- Repetibilidad en lotes grandes: ha mejorado pero no iguala aún la consistencia estadística de procesos tradicionales. Para sectores con trazabilidad estricta, esto obliga a protocolos de control de calidad adicionales.
- Materiales disponibles: siguen siendo un subconjunto limitado de los que ofrece la metalurgia tradicional. Aleaciones muy optimizadas para aplicaciones concretas pueden no estar disponibles en formato polvo o hilo.
Dónde sigue sin compensar
La manufactura aditiva en casa sigue siendo nicho de aficionados. Las impresoras de filamento de escritorio han mejorado mucho y cuestan poco, pero la curva de aprendizaje, el tiempo de impresión y la calidad final comparada con productos manufacturados tradicionales hacen que fuera del hobby no sustituya comprar la pieza lista.
La producción masiva de bienes de consumo estándar no es candidato. Imprimir cien mil cucharas idénticas será siempre más caro que moldearlas por inyección. El umbral donde la fabricación aditiva compensa está en lotes pequeños, alta personalización o geometrías inaccesibles de otra forma.
La construcción con impresión 3D, con hormigón extruido en capas para levantar muros, ha salido de la prensa pero no ha llegado a masa crítica. En 2026 sigue siendo experimentación avanzada, no producción.
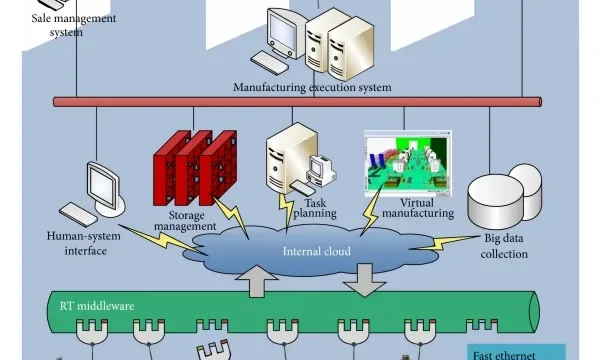
Este equilibrio entre tecnología madura y limitaciones reales aparece también en cómo la industria 4.0 gestiona la soberanía del dato en entornos de fabricación conectada.
Conclusión
La manufactura aditiva en 2026 es un conjunto maduro de tecnologías industriales con sectores estables donde aporta valor claro y sectores donde nunca será competitiva. Aeroespacial, médico, repuestos industriales y utillaje son los casos donde ha ganado y no va a perder. El error típico en ciclos anteriores fue extrapolar los éxitos a casos que no encajaban. La lección es que la manufactura aditiva es herramienta específica: brillante cuando la geometría, la personalización o la intermitencia justifican su coste, decepcionante cuando se fuerza a competir con fabricación tradicional en terreno que esta domina por buena razón.
Última revisión: 2026-02-17.