Metal additive manufacturing: where it stands in 2025

Actualizado: 2026-05-03
A decade ago, printing a steel part sounded like a technology fair headline. Today it’s a mature technology, with dozens of providers, stable aerospace certifications, and an industrial chain starting to make economic sense for medium-sized runs. Metal additive manufacturing (MAM) stopped being a promise years ago, but the current moment marks a point where the conversation changes: the question is no longer whether it works, but for which parts it pays off against machining, casting, or forging.
This post is a review of the real state, without catalog optimism or the lazy skepticism of someone who hasn’t touched an industrial printer in five years. The analysis complements the industrial digitalization context we covered in IoT sensors and the Industry 4.0 shop floor and digital twins in the plant.
Key takeaways
- Three processes dominate the industrial market: LPBF (laser powder bed fusion), DED (directed energy deposition), and binder jetting.
- LPBF is the default for small to medium high-precision parts; DED for large parts or repair; binder jetting for medium volumes.
- MAM pays off when the part has geometry machining can’t achieve, when the run is short, or when weight is critical.
- Cost per part remains higher than machining for simple geometries; the advantage is in complexity and first-prototype time.
- Adoption in Spain and Europe advances more in aerospace, medical, and tooling than in high-volume series production.
The three processes dominating the industrial market
Metal additive manufacturing is not a single process. Three technologies have real industrial adoption:
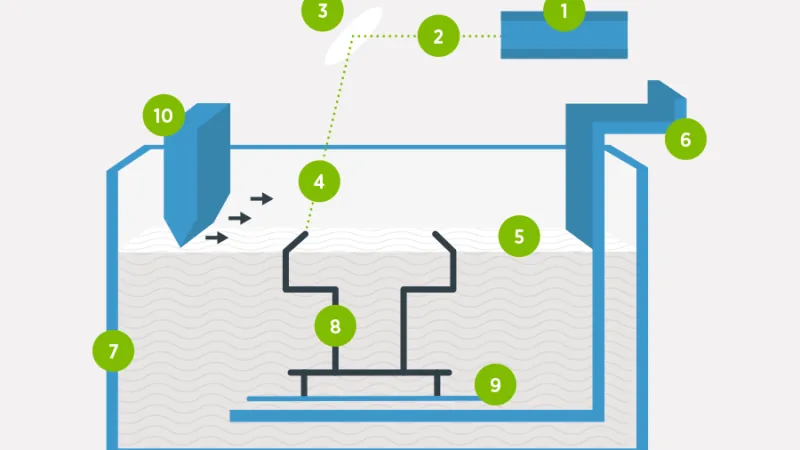
LPBF (Laser Powder Bed Fusion). The most widespread for precision parts. A laser selectively melts layers of metal powder in a bed. Typical resolution 50-100 microns; common materials include 316L stainless steel, Ti6Al4V titanium, Inconel 625, and AlSi10Mg aluminum. Resulting parts have mechanical properties close to forged material when well-processed. The main drawback is size: beds typically top out at 400×400 mm, and large parts require splitting or DED.
DED (Directed Energy Deposition). Deposits molten material (by laser or electric arc) onto a surface, layer by layer. Allows much larger parts than LPBF and is the primary option for repairing and cladding existing components. Resolution is lower and surface finish rougher, requiring more frequent post-machining. In electric arc variants (WAAM, Wire Arc Additive Manufacturing), allows very high deposition rates for large structural parts.
Binder jetting. A binding agent bonds metal powder layer by layer; the part is then sintered in a furnace. Faster than LPBF and allows larger volumes at lower cost per part in medium runs. Mechanical properties are slightly lower than LPBF but adequate for many applications. This is the fastest-growing process for automotive and industrial consumer goods.
When MAM pays off
The rule of thumb I use with clients is the “MAM triad”: metal additive manufacturing pays off when at least one of three conditions is met.
Geometry impossible or very difficult by other means. Conformal cooling channels, lattice structures for weight reduction, complex internal shapes that conventional machining can’t reach. This is the clearest MAM advantage case: geometric freedom is genuinely differential. A tooling part with conformal cooling channels can reduce injection cycle time by 20-40% compared to machined straight channels.
Short runs or one-off parts. Tooling cost in casting or forging is high and only amortizes over volume. For runs of 1 to 500 parts, MAM eliminates that setup cost. This is the dominant pattern in aerospace (unique or very short high-value runs) and medical (patient-specific implants).
Critical weight reduction. In aerospace and mobility, every gram counts. MAM with topology-optimized design can produce parts with the same strength as conventional ones but 30-60% less weight. Topology optimization integrated with the additive process is an advantage conventional subtractive processes can’t replicate.
What MAM does NOT pay off for:
- Simple geometries that machining resolves quickly and cheaply.
- Large runs (more than 1,000-5,000 parts depending on the case) where casting or machining amortizes setup.
- Parts where MAM’s rough surface finish is unacceptable and the required post-machining eliminates the savings.
Cost per part: reality without marketing
The cost of a MAM part depends on several factors: material volume, machine time, powder cost, post-processing (heat treatment, HIP if required, surface machining, inspection).
For a 316L stainless steel part of 200 cm³ in LPBF:
- Powder cost: €15-25/kg (steel), €80-120/kg (titanium), €40-60/kg (aluminum).
- Machine time: 2-8 hours depending on geometry and number of parts in the bed.
- Post-processing: heat treatment (€100-300), HIP optional (€200-500), contact surface machining.
Total cost of a moderately complex steel part typically falls between €200 and €800 in service production. For high-demand aerospace titanium parts, the range is wider and can exceed €2,000 per part.
Compared to CNC machining of a similarly complex part, MAM is usually more expensive if the geometry is reachable by machining. The cost advantage appears with complex geometry or short runs. At volume (more than 5,000 parts) binder jetting starts being competitive with machining for some geometries.
Industrial reality in Spain and Europe
In Spain, industrial MAM adoption is concentrated in:
- Aerospace and defense: Airbus and its supply chain, engine and structural industry.
- Medical: orthopedic and dental implants, where per-patient customization is a requirement.
- Tooling: molds with conformal channels, inspection and verification tooling.
- Energy: turbine parts and high-temperature components.
High-volume automotive and large-series manufacturing remain mostly conventional. Binder jetting is starting to appear in automotive, but still in niche applications or pre-production prototypes.
In Europe, MAM service manufacturing centers have proliferated in the last three years. Competitive options exist in Germany, the Netherlands, and northern Italy for steel and titanium parts with 1-2 week lead times. This has democratized access for industrial SMEs that can’t justify their own machine investment (which can run from €200,000 to more than €2 million).
My read
Metal additive manufacturing has moved past the promise phase and is in a well-defined niche phase. It won’t replace machining or casting for most parts; it is the right option for an important subset of cases where geometry, run size, or weight justifies it.
The decision of whether to use MAM on a specific project is no longer technological; it’s economic. The right analysis starts with the part: can it be machined? How many will be made? Is there internal geometry that adds value? Is weight critical? With those answers, the decision is usually clear. What has changed in recent years is that access to service manufacturing capacity makes the trial threshold lower than ever.